CNC Router duplication has been around a long time. Early machines used
stiluses to follow the shape of a pattern or master, while on the other end of
the machines, routers did the carving. In a similar but computerized fashion,
CNC routers are also capable of duplicating existing carvings and furniture
parts. A digital “touch” probe is first used in the CNC to sense the surface of
the object, while the probe’s accompanying software creates a digital image of
the part.

The digital image is then converted to a 3D model and used to program CNC routing paths for a replica. To test the capabilities of this technique, I hand carved a traditional scallop shell measuring about 4″ x 4″ to use as my original. My test revealed that a CNC digital probe is quite capable of accurately recording the shape of an object, with one exception; due to its ballshaped tip, the probe rounds off the inside corners of fi ne details such as the veins on this shell. A little bit of hand carving easily adds the missing details. The three carvings in the photo below are duplicates of my original (photo above). Watch the digital probe in action at AmericanWooodworker.com/CNC.











Step 1
Set the scanning parameters. The
software control panel is used to set the
size of the scanning area, the precision or
resolution of the scanning action, and the
speed of the scan. The Scan Limits of X and Y
represent the width and length of the scan
area, while the Z Scan Limit represents the
range the probe travels vertically. The Step
Sizes are the X and Y distances the probe
moves between measurements. The Scan
Velocity controls the speed of the probe as
it moves across the part’s surface. The Part
Coordinates show the location of the probe
during operation. I used the Shark CNC Pro
Plus to scan the shell for this article, but
most CNCs, including the CarveWright and
Shopbot, are capable of probe scanning.
software control panel is used to set the
size of the scanning area, the precision or
resolution of the scanning action, and the
speed of the scan. The Scan Limits of X and Y
represent the width and length of the scan
area, while the Z Scan Limit represents the
range the probe travels vertically. The Step
Sizes are the X and Y distances the probe
moves between measurements. The Scan
Velocity controls the speed of the probe as
it moves across the part’s surface. The Part
Coordinates show the location of the probe
during operation. I used the Shark CNC Pro
Plus to scan the shell for this article, but
most CNCs, including the CarveWright and
Shopbot, are capable of probe scanning.
Step 2
Scan the part. I set parameters for
this shell
carving as shown in Step 1. The X and Y
scanning limits are penciled on the backer
board. The Z limit was set at 1” to provide
sufficient vertical travel for the carving’s 5/8”
thickness. The step sizes of .005” for this shell
equals 800 passes across the shell for a total
of 680,000 steps, or measurement points, and
took about 12 hours. ( I ran this overnight). The
Shark CNC probe has a .075” dia. wear-resistant
industrial ruby tip, so certain details such as the
fine veins on this shell were not fully captured;
but the remainder of the surface was captured
with surprising accuracy. A larger step setting
can be used on objects with less detail, such
as a chair seat. Doubling the step size reduces
scanning time by a factor of four.
carving as shown in Step 1. The X and Y
scanning limits are penciled on the backer
board. The Z limit was set at 1” to provide
sufficient vertical travel for the carving’s 5/8”
thickness. The step sizes of .005” for this shell
equals 800 passes across the shell for a total
of 680,000 steps, or measurement points, and
took about 12 hours. ( I ran this overnight). The
Shark CNC probe has a .075” dia. wear-resistant
industrial ruby tip, so certain details such as the
fine veins on this shell were not fully captured;
but the remainder of the surface was captured
with surprising accuracy. A larger step setting
can be used on objects with less detail, such
as a chair seat. Doubling the step size reduces
scanning time by a factor of four.
Step 3
Adjust the digital image. The
scanning creates an .stl file, which is a
common file type used in 3D modeling.
The scanned area surrounding the shell is
not needed and is removed at this time.
scanning creates an .stl file, which is a
common file type used in 3D modeling.
The scanned area surrounding the shell is
not needed and is removed at this time.
Step 4
Create the 3D model. The .stl file is
converted to a 3D model with CNC
design software such as Aspire by
Vectric. I also used Aspire to increase
the thickness of the shell’s base to 1/4”.
converted to a 3D model with CNC
design software such as Aspire by
Vectric. I also used Aspire to increase
the thickness of the shell’s base to 1/4”.
Step 5
Smooth the surface. If needed, the
design software can also be used to
smooth the surface of the model. My
scan was fine enough so I only needed
to remove a couple scratches.
design software can also be used to
smooth the surface of the model. My
scan was fine enough so I only needed
to remove a couple scratches.
Step 6
Remove the background.
I removed the background to get
the waste material out of the way
in order to make it easier to add the
final hand carved details in Step 10. I
programmed the toolpath for the 3/4”
straight bit at a .1” depth-of-cut per
pass and a stepover (pass width) of .2”.
The tool path was also programmed
to leave the shell profile .125” oversize.
Removing the background for the
three shells took about 30 minutes. The
board started out .875 (7/8” ) thick and
the routed background is .25” thick.
The shell will have a final thickness
of .75”.
I removed the background to get
the waste material out of the way
in order to make it easier to add the
final hand carved details in Step 10. I
programmed the toolpath for the 3/4”
straight bit at a .1” depth-of-cut per
pass and a stepover (pass width) of .2”.
The tool path was also programmed
to leave the shell profile .125” oversize.
Removing the background for the
three shells took about 30 minutes. The
board started out .875 (7/8” ) thick and
the routed background is .25” thick.
The shell will have a final thickness
of .75”.
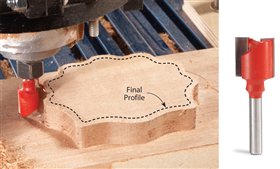
Step 7
Rout the final profile and tabs.
The final profile is made using a
1/4” straight bit that cuts all the way
through the material. Tabs are left to
hold the shell in place. These tabs can
also seen in bottom photo on page 15.
A piece of plywood underneath
protects the metal machine bed from
damage. I programmed the toolpath
for the 1/4” straight bit for .125” depth
passes. The profile and tab routing of
the three shells took about 8 minutes.
The final profile is made using a
1/4” straight bit that cuts all the way
through the material. Tabs are left to
hold the shell in place. These tabs can
also seen in bottom photo on page 15.
A piece of plywood underneath
protects the metal machine bed from
damage. I programmed the toolpath
for the 1/4” straight bit for .125” depth
passes. The profile and tab routing of
the three shells took about 8 minutes.
Step 8
Rough rout the shape.
To accomplish the rough routing I
used a 1/4” ballnose bit programmed
to a .1” depth of cut and .1” step over
(pass width). This roughing phase
removes the majority of the material.
The amount of material left by the
rough pass is adjustable, with .02” being
common for a carving such as this shell.
Leaving this small amount allows the
final pass to be completed in one pass,
saving time and wear on the finishing
bit. The rough routing of the three
shells took about 60 minutes.
To accomplish the rough routing I
used a 1/4” ballnose bit programmed
to a .1” depth of cut and .1” step over
(pass width). This roughing phase
removes the majority of the material.
The amount of material left by the
rough pass is adjustable, with .02” being
common for a carving such as this shell.
Leaving this small amount allows the
final pass to be completed in one pass,
saving time and wear on the finishing
bit. The rough routing of the three
shells took about 60 minutes.
Step 9
Rout the final pass.
The final carving is done with a
specialty .0625” (1/16”) ballnose bit
(available at BeckwithDecor.com). I
programmed this bit to make .01” wide
(1/100”) passes. The tiny tip of this bit
is capable of recreating a considerable
amount of detail, and leaves a surface
that only requires a light sanding with
220 grit sand paper to make it ready for
finishing. The final routing of the three
shells took about 70 minutes.
The final carving is done with a
specialty .0625” (1/16”) ballnose bit
(available at BeckwithDecor.com). I
programmed this bit to make .01” wide
(1/100”) passes. The tiny tip of this bit
is capable of recreating a considerable
amount of detail, and leaves a surface
that only requires a light sanding with
220 grit sand paper to make it ready for
finishing. The final routing of the three
shells took about 70 minutes.
Step 10
Detail by hand as needed.
Complete the carving with some touchup
hand carving of the veins and finish
sanding. There are CNC operations
where the goal is to create a part that
requires no additional hand work—this
application is not one of them. A CNC
is a tool capable of many things, but a
realistic expectation of what it can do
is also important. In the case of these
shells, I accepted the fact that I would
need to do some hand detailing to
achieve the results I wanted, similar to
scraping or sanding a board after
jointing and planning.
Complete the carving with some touchup
hand carving of the veins and finish
sanding. There are CNC operations
where the goal is to create a part that
requires no additional hand work—this
application is not one of them. A CNC
is a tool capable of many things, but a
realistic expectation of what it can do
is also important. In the case of these
shells, I accepted the fact that I would
need to do some hand detailing to
achieve the results I wanted, similar to
scraping or sanding a board after
jointing and planning.
Step 11
Make the boxes. After making the
shells, the box shape is simple to
program using the profile of the shell
as a pattern. It took about 150 minutes
to rout the 3 boxes on the CNC using a
1/4” up-spiral bit. They were cut out of
1-1/2” material.
shells, the box shape is simple to
program using the profile of the shell
as a pattern. It took about 150 minutes
to rout the 3 boxes on the CNC using a
1/4” up-spiral bit. They were cut out of
1-1/2” material.
Project Time Card
CNC the lids: 55
minutes each
CNC the boxes: 50
minutes each
Set up and material prep: 15
minutes each
Detailing and sanding: 45
minutes each
Staining and finishing: 20
minutes each
Total time: 3
hours 30 minutes each
I spent 5 hours 15 minutes (total for
all three)
doing something else while
the CNC Router ran.
doing something else while
the CNC Router ran.
Better DIY choices for CNC Router learning.
ReplyDeletehttp://www.roc-tech.com/product/product60.html